
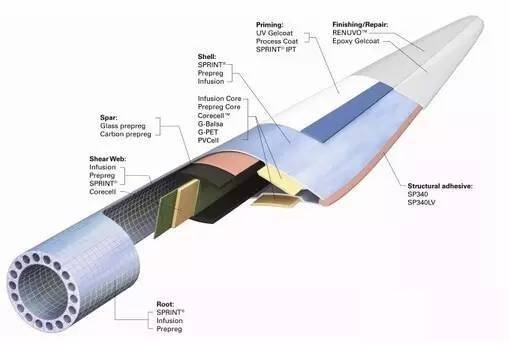
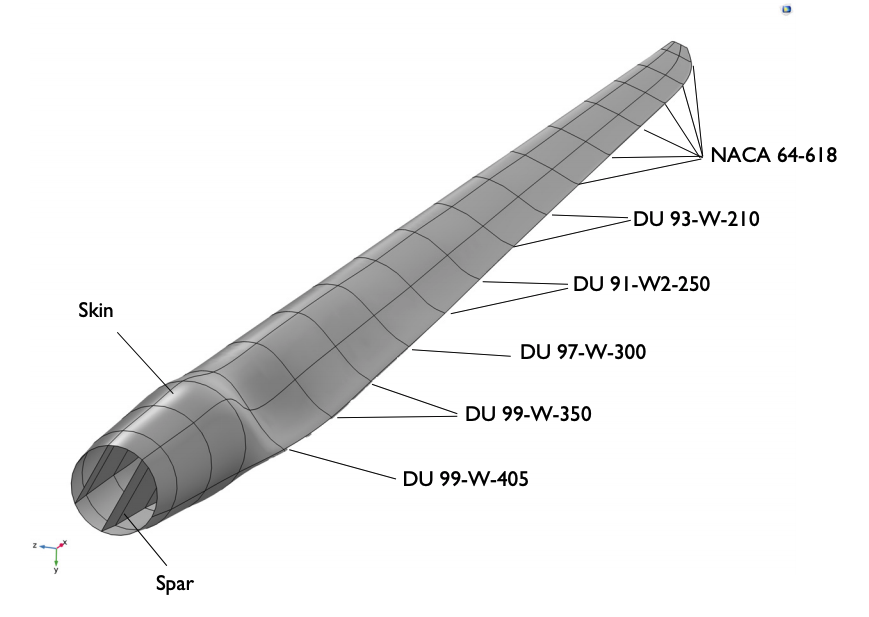
Ветроэнергетика, как вид зелёной энергии, является одним из самых перспективных возобновляемых источников энергии. С развитием и развитием технологий ветроэнергетики мощность модели достигла 16 МВт, а длина лопасти — 123 метра. Лопасть — один из ключевых компонентов ветрогенератора, отличающийся большими размерами, сложной формой, высокими требованиями к точности, прочности, жёсткости и гладкости поверхности.
Композитные материалы обладают множеством преимуществ при производстве лопастей ветряных турбин. Производственный процесс включает в себя ручное формование, формование методом литья под давлением, формование препрегов, пултрузионный метод, намотку волокон, литье под давлением смолы и вакуумную инфузию.
1. Лопасти ветряных турбин – ручная выкладка
Ручное склеивание – традиционный процесс производства композитных лопастей ротора ветряных турбин. При ручной выкладке волокнистая основа укладывается в единую форму, затем на неё валиком или кистью наносятся стеклоткань и смола, после чего изделие извлекается из формы после отверждения при комнатной температуре. Метод ручной выкладки позволяет производить изделия больших размеров и сложной формы с низкими затратами. Поскольку он не требует воздействия тепла и давления, можно использовать простое оборудование и формы, а также он менее затратен, чем другие альтернативные варианты.
Основным недостатком процесса ручной укладки лопаток вентилятора является то, что качество продукции в значительной степени зависит от квалификации рабочего и условий окружающей среды, от эффективности производства и колебаний однородности качества продукции, а также от низкого статического и динамического баланса изделия и высокого уровня брака. В частности, для высокопроизводительных лопаток сложной аэродинамической формы и сэндвич-структуры также требуется склеивание и другая вторичная обработка. Процесс склеивания требует использования платформы или каркаса для обеспечения адгезии склеиваемых поверхностей, что делает производственный процесс более сложным и трудоемким.
Проблемы, возникающие при эксплуатации лопастей ветряных турбин, изготовленных методом ручной выкладки, часто возникают из-за трещин, разрывов и деформации лопастей, вызванных неравномерным содержанием клея, плохой пропиткой волокон/смолы и неполным отверждением в ходе процесса.
Процесс ручной выкладки часто сопровождается выбросом большого количества опасных веществ и растворителей, что создаёт определённые проблемы с загрязнением окружающей среды. Ручная выкладка — проверенный метод производства композитных лопаток, но из-за низкого выхода годных изделий и неоднородности деталей, а также сложности производства крупногабаритных изделий со сложной структурой и высокими требованиями к механическим свойствам, он побудил исследователей переключить внимание на другие методы производства.
2, лопасти ветряных турбин - формовка
Процесс формования включает в себя помещение армированных материалов и смол в двухстворчатую форму, после чего форма закрывается, производится нагрев и подача давления, после чего изделие извлекается из формы после отверждения. Преимуществами этого процесса являются высокое содержание волокон и низкая пористость, а также короткие производственные циклы, точные допуски размеров и высокое качество поверхности.
Однако компрессионное формование подходит для производства простых композитных изделий, таких как лыжи, а изготовление изделий сложной формы, таких как обшивка, сердечники и лопасти для балок, затруднительно. Хотя оборудование для процесса формования можно усовершенствовать, требуются значительные капиталовложения для усовершенствования нагреваемых форм, способных выдерживать давление пролёта длиной от 20 до 40 метров.
Методом компрессионного формования изготавливаются детали с высоким содержанием волокна и высоким соотношением прочности и массы, однако изготовление лопаток со сложной геометрией экономически эффективным способом затруднительно.

3. Лопасти ветряных турбин – процессы нанесения препрега
Метод препрегов назван в честь используемого армирующего материала препрега. В этом процессе частично отвержденная смола и арматура укладываются в одну форму и нагреваются для отверждения. Чтобы избежать зон, насыщенных смолой, и исключить воздушные пустоты, необходимо, чтобы смола в препреге содержала достаточное количество излишков, и в настоящее время для коммерчески доступных препрегов, как правило, требуются высокие температуры отверждения (от 90 до 110%). Основное преимущество использования препрегов заключается в том, что армирующие волокна хорошо выравниваются в процессе производства, что позволяет изготавливать детали с низким содержанием дефектов волокон и высокими эксплуатационными характеристиками. Препреги из углеродного волокна широко используются в аэрокосмической промышленности, поскольку их можно использовать для изготовления компонентов сложной конструкции.
Главным недостатком использования препрегов для производства лопастей ветряных турбин является их высокая стоимость. Этот материал, как правило, в 5–10 раз дороже обычных смол и армирующих материалов. Кроме того, поскольку препреги укладываются вручную, их изготовление требует больших трудозатрат и имеет низкую производительность по сравнению с ручной укладкой.
Препрег — идеальный процесс для производства конструкционных деталей сложной формы. Препрег широко используется за рубежом, а его технология и оборудование находятся на продвинутом этапе развития. В условиях реального производства, поскольку механические свойства и технологические требования к обшивке, основной балке, корневой части и другим частям различаются, то, не влияя на эксплуатационные характеристики, для снижения затрат для различных деталей используются различные препреги.

4. Лопасть ветряной турбины – процесс пултрузии
Процесс пултрузионной формовки обычно используется для производства изделий с определенным поперечным сечением, а также для непрерывного формования. В этом процессе армирующий материал подается через ванну со смолой, после чего происходит отверждение. Пултрузионные изделия отличаются высоким содержанием волокна и стабильным качеством, а также подходят для массового производства благодаря простоте автоматизации непрерывного формования. Кроме того, изделия не требуют выдержки на последующих этапах, качество стабильно, нет необходимости в динамическом равновесии, а выход готовой продукции составляет 95%. Затраты могут быть снижены до 40% по сравнению с другими процессами.
Несмотря на множество преимуществ, процесс пултрузии имеет и недостатки при изготовлении лопастей ветряных турбин. Пултрузия успешно применяется для изготовления лопастей вентиляторов с вертикальной осью вращения и некоторых небольших лопастей вентиляторов с горизонтальной осью вращения. Однако, пултрузия не позволяет изготавливать лопасти вентиляторов переменного сечения, двутавровые балки и другие сплошные профили, что является лишь небольшой проблемой, в то время как полые детали, включая балки и сердечник, представляют собой сложную задачу.
Поскольку в настоящее время пултрузионный метод не позволяет изготавливать детали сложной формы с большим разбросом поперечного сечения, стоимость крупногабаритного автоматизированного оборудования является ещё одним фактором, влияющим на применение пултрузии. Таким образом, пултрузионный метод формования имеет больший потенциал применения при производстве лопастей для малых ветровых турбин.
5. Лопасти ветряных турбин – намотка волокна
Намотка волокна используется в основном в производстве контейнеров и труб. Это процесс погружения непрерывного волокна в ванну с пропиткой на управляемом оправочном станке. Процесс намотки контролирует такие параметры, как натяжение волокна, скорость производства и угол намотки.
Намотка волокна позволяет изготавливать детали различных размеров и толщины. Недостатком процесса намотки применительно к производству лопаток является невозможность намотки в продольном направлении, а отсутствие продольных волокон делает лопатку подверженной проблемам при высоких растягивающих и изгибающих нагрузках. Кроме того, шероховатая внешняя поверхность, образующаяся при намотке волокна, может повлиять на аэродинамические характеристики лопатки, поэтому необходима поверхностная обработка.
Наконец, затраты на литьевую форму и компьютерное управление значительны. Очевидно, что характеристики намотки волокна подходят для контейнеров и труб, а производство лопастей влечет за собой дополнительные затраты.

6. Лопасти ветряных турбин – литье под давлением (RTM)

Процесс литья под давлением из смолы относится к полумеханизированному процессу формования композитных материалов. Рабочим нужно только поместить разработанную сухую волокнистую заготовку в форму и закрыть ее. Последующий процесс полностью зависит от формы и системы впрыска, обеспечивая отсутствие какого-либо воздействия смолы. Следовательно, технические и экологические требования к рабочим намного ниже, чем при ручном процессе выкладки, и можно эффективно контролировать качество продукта.
Процесс RTM представляет собой метод литья в закрытые формы, особенно подходящий для формования лопастей ветряных турбин в виде цельных деталей (волокна, сердечники и соединения могут быть отформованы в одной полости формы) без необходимости вторичного склеивания. По сравнению с ручной укладкой, он не только экономит все виды инструментов и оборудования, необходимых для процесса склеивания, но и экономит рабочее время, повышает эффективность производства и снижает себестоимость. Кроме того, благодаря использованию волокон, пропитанных смолой низкой вязкости, а также применению процесса отверждения при нагревании, значительно повышается качество композитных материалов и эффективность производства.
Процесс RTM в меньшей степени зависит от квалификации рабочих, качество процесса определяется только заданными параметрами, качество продукции легко гарантировать, а процент брака ниже, чем при ручной выкладке. Ограничением процесса RTM при производстве лопаток является, прежде всего, стоимость. Оборудование для RTM-форм очень дорогое. Кроме того, поскольку RTM — это процесс с закрытыми формами, сложно предсказать условия течения смолы, что повышает риск производства некачественной продукции.
7. Лопасть ветряной турбины – процесс формования методом вакуумной инфузии
Процесс вакуумной инфузии заключается в том, что армированный волокном материал наносится непосредственно на форму. На армированном волокном материале поверх слоя обдирочного слоя обычно наносится очень тонкий слой ткани с низкой пористостью и низкой проницаемостью, обдирочный слой наносится на высокопроницаемую среду, а затем обтягивается вакуумной пленкой и герметизируется. Вакуумный насос создает отрицательное давление, и смола подается через подающую трубку во всю систему, а направляющая трубка направляет поток смолы.
Направляющая ткань распределяет смолу по всем углам слоя, а разделительная ткань снимается после отверждения, что приводит к образованию плотной структуры с низким содержанием клея. Процесс вакуумной инфузии идеально подходит для производителей лопастей ветряных турбин. По сравнению со стандартным методом RTM, он экономит время, обеспечивает очень низкий уровень летучих веществ, улучшает условия труда, снижает воздействие опасных веществ на оператора, отвечает требованиям охраны окружающей среды, улучшает рабочую среду и прост в эксплуатации. В то же время, вакуумное вспомогательное устройство позволяет полностью удалить пузырьки воздуха, уменьшить пористость изделия и эффективно контролировать содержание клея в изделии.
Высокая стабильность качества продукции и хорошая повторяемость. Высокое качество продукции, равномерная укладка и малая толщина, высокая прочность, прочность на разрыв по сравнению с ручным формованием более чем на 20% выше, процесс не требует использования высоких пресс-форм, изготовление пресс-форм простое, по сравнению с традиционным процессом RTM, стоимость пресс-формы может быть снижена на 50-70%.

В связи с бурным развитием ветроэнергетики, композитные лопасти ветровых турбин становятся всё более сложным направлением крупномасштабного развития. При изготовлении лопастей ветровых турбин применяются различные технологии. В зависимости от характеристик различных лопастей, подбирается оптимальный процесс для получения недорогих и высококачественных лопастей.
Boland Renewable Energy Co., LTD Как интегрированная новая энергетическая компания, предоставляющая вам высококачественные интегрированные решения для энергии ветра, солнечной энергии и систем хранения энергии. Boland теперь является дочерней компанией CRRC и отвечает за зарубежное расширение ветровой энергетики CRRC. и бизнес солнечной энергии. У нас есть относительно полная внутренняя цепочка поставок, сервисная сеть и отличное качество продукции и технологии.
Boland Обеспечить EPC электростанции, инвестиции и приобретение электростанции.
Пожалуйста, не стесняйтесь обращаться к нам, если вам нужна техническая поддержка. Приветствуем наше сотрудничество!
Моя электронная почта: marketing@boland-hydroturbine.com
Вашингтон: +8613923745989

