
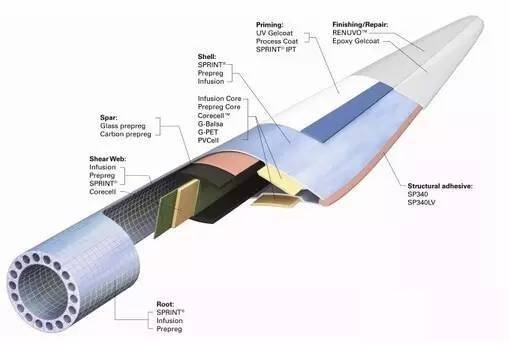
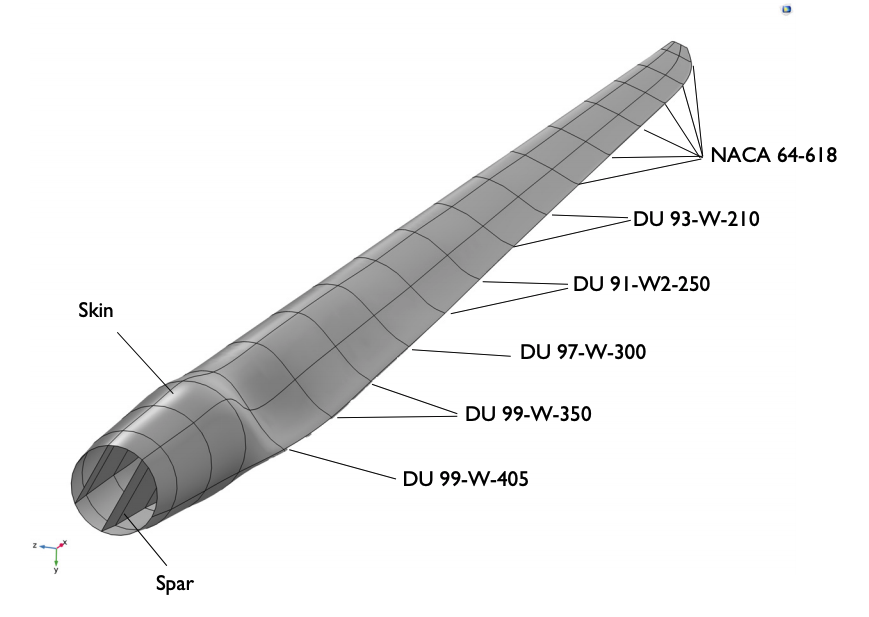
En tant qu'énergie verte, l'énergie éolienne est l'une des sources d'énergie renouvelables les plus prometteuses. Grâce au développement et à la maturité de la technologie éolienne, ce modèle a atteint une puissance de 16 MW et une longueur de pale de 123 mètres. Composant clé d'une éolienne, la pale présente des dimensions imposantes, une forme complexe et des exigences élevées en termes de précision, de résistance, de rigidité et de lissé de surface.
Les matériaux composites présentent de nombreux avantages pour la fabrication de pales d'éoliennes. Leur procédé de fabrication comprend principalement le moulage par superposition manuelle, le moulage par moulage, le moulage par préimprégné, le moulage par pultrusion, l'enroulement de fibres, le moulage par transfert de résine et le moulage par infusion sous vide.
1. Pales d'éoliennes - processus de pose manuelle
Le collage manuel est un procédé traditionnel de fabrication de pales composites pour éoliennes. Ce procédé consiste à déposer le substrat fibreux dans un seul moule, puis à appliquer le tissu de verre et la résine au rouleau ou au pinceau, puis à démouler après durcissement à température ambiante. Ce procédé permet de fabriquer des formes complexes et de grande taille à moindre coût, car il ne subit ni chaleur ni pression. Il utilise des équipements et des moules simples et est moins coûteux que d'autres solutions viables.
Le principal inconvénient du procédé de fabrication manuelle des pales de ventilateur réside dans la forte dépendance de la qualité du produit aux compétences des ouvriers et aux conditions environnementales, ainsi que dans la forte efficacité de production et les fluctuations d'uniformité de la qualité. L'équilibre statique et dynamique du produit est alors médiocre et le taux de rebut est élevé. En particulier pour les pales à structure sandwich et à formes aérodynamiques complexes et hautes performances, le collage et d'autres traitements secondaires sont nécessaires. Le collage nécessite une plateforme ou un cadre de collage pour garantir l'adhérence de la surface de collage, ce qui rend le processus de production plus complexe et difficile.
Les problèmes qui surviennent lors de l'utilisation de pales d'éoliennes fabriquées selon le procédé de pose manuelle sont souvent dus à des fissures, des cassures et des déformations des pales causées par une teneur en colle inégale, une mauvaise infiltration de fibres/résines et un durcissement incomplet pendant le processus.
Le procédé de fabrication manuelle s'accompagne souvent du rejet d'une grande quantité de substances dangereuses et de solvants, ce qui engendre des problèmes de pollution environnementale. Ce procédé est une méthode éprouvée de production d'aubes composites. Cependant, en raison de son faible rendement et de la discontinuité des pièces, ainsi que de la difficulté de réaliser des produits à grande échelle présentant une structure complexe et des exigences élevées en termes de propriétés mécaniques, il a incité la recherche à se tourner vers d'autres méthodes de production.
2, pales d'éoliennes - moulage
Le procédé de moulage consiste d'abord à placer des matériaux renforcés et des résines dans un moule à double volet, puis à fermer le moule, à le chauffer et à le presser, puis à le démouler après durcissement. Ce procédé présente les avantages suivants : une teneur élevée en fibres et une faible porosité, ainsi que des cycles de production courts, des tolérances dimensionnelles précises et de bons états de surface.
Cependant, le moulage par compression est adapté à la production de produits composites simples comme les skis, tandis qu'il est difficile de fabriquer des formes complexes telles que des peaux, des noyaux et des lames pour les poutres. Bien qu'il soit possible d'améliorer les équipements de moulage, l'amélioration des moules chauffants, capables de résister à la pression d'une portée de 20 à 40 mètres, nécessite un investissement important.
Le moulage par compression produit des pièces à haute teneur en fibres et à rapports résistance/masse élevés, mais il est difficile de fabriquer des lames aux géométries complexes de manière rentable.

3. Pales d'éoliennes - Procédés de placement de préimprégnés
La méthode des préimprégnés doit son nom au matériau de renfort utilisé. Dans ce procédé, la résine partiellement polymérisée et le renfort sont déposés dans un seul moule et chauffés pour polymériser. Afin d'éviter les zones riches en résine et les vides d'air, il est nécessaire que la résine du préimprégné présente une quantité suffisante de débordement. Or, les préimprégnés actuellement disponibles dans le commerce nécessitent généralement des températures de polymérisation élevées (90 à 110 °C). Le principal avantage des préimprégnés réside dans le bon alignement du renfort fibreux pendant le processus de production, ce qui permet de fabriquer des pièces à faible teneur en défauts de fibres et à hautes performances. Les préimprégnés en fibres de carbone sont largement utilisés dans l'industrie aérospatiale, car ils permettent de fabriquer des composants aux structures complexes.
Le principal inconvénient du choix des préimprégnés pour la production de pales d'éoliennes est leur coût élevé. Ce matériau est généralement 5 à 10 fois plus cher que les résines et renforts courants. De plus, la pose manuelle des préimprégnés nécessite beaucoup de main-d'œuvre et un faible rendement par rapport à la pose manuelle.
Le préimprégné est un procédé idéal pour la production de pièces structurelles de formes complexes. Largement utilisé à l'étranger, il présente un procédé et des équipements parfaitement développés. En production réelle, les propriétés mécaniques et les exigences de procédé varient selon les pièces (lame, peau, poutre principale, racine, etc.). Par conséquent, sans impacter les performances, des préimprégnés différents sont utilisés pour réduire les coûts.

4, pale d'éolienne - procédé de pultrusion
Le moulage par pultrusion est généralement utilisé pour la production de produits moulés en continu d'une certaine section. Ce procédé consiste à tremper le matériau de renfort dans la résine et à le durcir. Les produits pultrudés présentent une teneur élevée en fibres et une qualité stable, et sont adaptés à la production en série grâce à la facilité d'automatisation du moulage en continu. De plus, les produits ne nécessitent aucun repos ultérieur, la qualité est constante, aucun test d'équilibre dynamique n'est nécessaire et le rendement est de 95%. Les coûts peuvent être réduits jusqu'à 40% par rapport aux autres procédés.
Bien que le procédé de pultrusion présente de nombreux avantages, il présente également des inconvénients pour la fabrication de pales d'éoliennes. Il a été utilisé avec succès pour la fabrication de pales de ventilateur à axe vertical et de quelques petites pales de ventilateur à axe horizontal. Cependant, la fabrication de pales de ventilateur à section variable, de poutres en I et d'autres sections pleines ne présente qu'un faible défi. La fabrication de pièces creuses, notamment de poutres et du matériau de l'âme, constitue un point délicat.
Le procédé de pultrusion ne permettant pas actuellement de fabriquer des pièces de formes complexes présentant de grandes variations de section, le coût des équipements automatisés de grande taille constitue un autre facteur à prendre en compte pour son application. Par conséquent, le moulage par pultrusion présente un potentiel d'application plus important pour la production de petites pales d'éoliennes.
5, pales d'éoliennes - enroulement de fibres
L'enroulement de fibres est principalement utilisé dans la fabrication de conteneurs et de tuyaux. Ce procédé consiste à immerger des fibres continues dans un bain d'immersion, lors d'un enroulement par mandrin contrôlé par machine. Le processus d'enroulement contrôle des variables telles que la tension des fibres, la vitesse de production et l'angle d'enroulement.
L'enroulement de fibres permet de produire des pièces de tailles et d'épaisseurs variées. L'un des inconvénients du procédé d'enroulement appliqué à la production d'aubes réside dans l'impossibilité d'enrouler la lame dans le sens longitudinal. L'absence de fibres longitudinales rend la lame vulnérable aux contraintes de traction et de flexion élevées. De plus, la surface extérieure rugueuse produite par l'enroulement de fibres peut affecter les performances aérodynamiques de l'aube, nécessitant ainsi un traitement de surface.
Enfin, les coûts du moule central et du contrôle informatique sont importants. Bien entendu, les caractéristiques de l'enroulement de fibres sont adaptées aux conteneurs et aux tubes, et la production des pales engendre des coûts supplémentaires.

6. Pales d'éoliennes - Moulage par transfert de résine (RTM)

Le processus de moulage par transfert de résine appartient au processus de moulage composite semi-mécanisé, les travailleurs n'ont qu'à mettre la préforme de fibre sèche conçue dans le moule et fermer le moule, le processus ultérieur repose entièrement sur le moule et le système d'injection pour terminer et garantir qu'il n'y a aucune exposition à la résine, et par conséquent, les exigences techniques et environnementales des travailleurs sont bien inférieures à celles du processus de pose manuelle et peuvent contrôler efficacement la qualité du produit.
Le procédé RTM est un procédé de moulage en moule fermé, particulièrement adapté au moulage de pales d'éoliennes d'une seule pièce (fibres, noyaux et joints peuvent être co-moulés dans une seule cavité) sans collage secondaire. Comparé au procédé de pose manuelle, il permet non seulement d'économiser l'outillage et le matériel nécessaires au collage, mais aussi de gagner du temps, d'améliorer l'efficacité de la production et de réduire les coûts. De plus, l'utilisation de fibres imprégnées de résine à faible viscosité et le procédé de durcissement thermique améliorent considérablement la qualité des matériaux composites et l'efficacité de la production.
Le procédé RTM est moins dépendant du niveau de compétence des opérateurs. Sa qualité dépend uniquement des paramètres définis. La qualité du produit est facilement garantie et le taux de rebut est inférieur à celui du procédé de fabrication manuelle. Les limites du procédé RTM pour la production d'aubes sont, tout d'abord, son coût. L'équipement de moulage RTM est très coûteux. De plus, le procédé RTM étant un procédé en moule fermé, il est difficile de prédire les conditions d'écoulement de la résine et il est facile de produire des produits non conformes.
7、Pale d'éolienne - Procédé de moulage par infusion sous vide
Le procédé de moulage par infusion sous vide consiste à appliquer le matériau renforcé de fibres directement sur le moule, puis à le recouvrir d'une couche de démoulage, généralement très fine, à faible porosité et faible perméabilité. La couche de démoulage est ensuite placée sur un support hautement perméable, puis enveloppée et scellée sous vide. La pompe à vide pompe la résine à vide jusqu'à une pression négative. La résine est acheminée vers l'ensemble du système par un tube d'alimentation, puis guidée par un tube de guidage.
Le tissu de guidage répartit la résine dans chaque recoin de la couche, et le tissu de démoulage est retiré après durcissement, ce qui permet d'obtenir une couche dense et peu collante. Le procédé de moulage par infusion sous vide est idéal pour les fabricants de pales d'éoliennes. Comparé au RTM standard, il permet un gain de temps, une très faible teneur en composés volatils, améliore les conditions de travail, réduit l'exposition des opérateurs aux substances dangereuses, répond aux exigences environnementales et améliore l'environnement de travail, tout en étant simple d'utilisation. De plus, l'assistance au vide permet d'éliminer totalement les bulles d'air, de réduire la porosité du produit et de contrôler efficacement la teneur en colle.
Qualité du produit stable et répétabilité optimale. Bonne qualité apparente, même stratification et faible épaisseur, haute résistance, résistance à la traction supérieure à 20% par rapport au moulage par stratification manuelle. Le procédé ne nécessite pas de moules de grande taille, sa fabrication est simple et son coût peut être réduit de 50 à 70% par rapport au procédé RTM traditionnel.

Avec le développement fulgurant de l'industrie éolienne, les pales composites d'éoliennes doivent faire face à la complexité du développement à grande échelle. Différents procédés sont utilisés pour leur fabrication. Selon les caractéristiques des différentes pales, un procédé adapté est adopté pour obtenir des pales économiques et de haute qualité.
Boland Renewable Energy Co., LTD En tant que nouvelle société d'énergie intégrée, vous fournissant des solutions intégrées de haute qualité pour l'énergie éolienne, l'énergie solaire et le système de stockage d'énergie. Boland est maintenant une filiale de CRRC et est responsable de l'expansion à l'étranger de l'énergie éolienne de CRRC. & entreprise d'énergie solaire. Nous disposons d'une chaîne d'approvisionnement interne relativement complète, d'un réseau de service et d'une excellente qualité de produit et de technologie.
Boland fournit l'EPC de la centrale électrique, l'investissement et l'acquisition de la centrale électrique.
N'hésitez pas à nous contacter si vous avez besoin d'un support technique. Bravo pour notre coopération !
Mon email:marketing@boland-hydroturbine.com
WA:+8613923745989
Cliquez sur le site Web de l'entreprise

